TRANSFER SLABS: ‘NEGLIGENT AND INADEQUATE’ SNP GOVERNMENT RESPONSE TO MOUNTING UK BUILDING SAFETY CRISIS BLASTED
Stratford Halo estate in east London where transfer slabs concerns saw families evacuated and...
Read More
Stratford Halo estate in east London where transfer slabs concerns saw families evacuated and...
Read More
RAAC closes much loved market Work to bring Bridgend’s closed indoor market back into use is...
Read More
Last summer, the acronym RAAC was launched into the spotlight overnight. Reinforced autoclaved...
Read More
Yorkshire based construction products manufacturer Naylor Concrete has invested more than £155,000...
Read More
Mark Gillespie, CEO of Recycl8 The importance of reducing the immense CO2 emissions of the...
Read More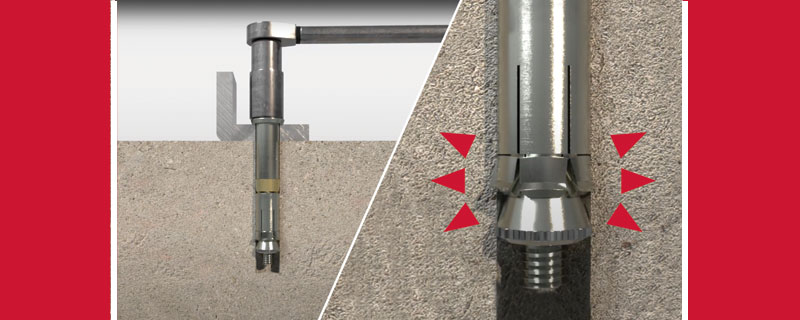
An innovative range of heavy-duty anchors from EJOT UK can deliver important cost and time savings...
Read More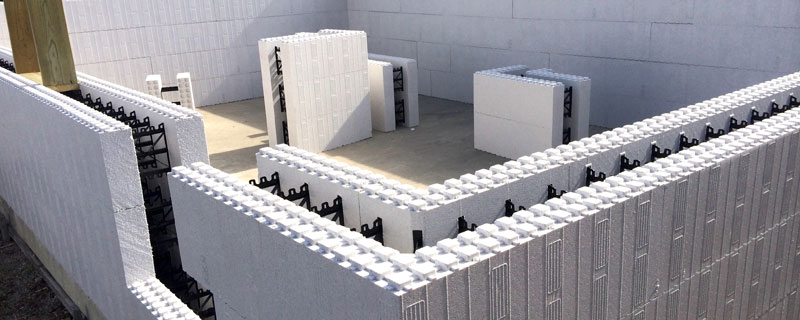
JACKON by BEWI has two construction systems, the JACKODUR® Atlas insulated raft system and...
Read More
Leading fire protection specialist, Promat, has launched PROMATECT®-H, a high-performance...
Read More
Material scientists Barney Shanks and Sam Draper are lauded for their efforts in helping eliminate...
Read More
With three key projects under the spotlight, we hear more about Spantherm – the innovative...
Read More